Associated petroleum gas processing project experience
Customer: ТОО “South-Oil”
Region: Republic of Kazakhstan, Kyzylordinskaya region, Kenlyk production field
Feed gas capacity: 110 mln. scm/year
Products:
- LPG (commercial propane-butane mix) — up to 40 thousand tons per year
- Stabilized gas condensate — up to 10 thousand tons per year
- Dry Stripped Gas — up to 95 mln. scm/year
Scope of works:
Concept engineering, design, equipment procurement and supply, supervision of installation, startup and commissioning.
Period of completion: January 2010 — July 2011
Plant description
110 mln. scm/year of feed associated petroleum gas (APG for short) complex processing plant is situated at the Kenlyk production field, within Kyzylordinskaya region, Republic of Kazakhstan. The products are: dry stripped gas in compliance with СТ РК

Results
- A marginal 18 months to get the complex turn-key project implemented
- Currently, the customer is operating the plant for over four years and keeps producing high quality commodities to sell in Kazakhstan and abroad. Part of the products is utilized fot “South-Oil” own needs, another part is sold to different entities
- South-Oil company has fulfilled its obligations to the Republic of Kazakhstan by implementing an APG processing plant thus keeping itself safe from harsh penalties
- The process has diminished the harm to the environment otherwise imminent from APG flaring
- No major malfunctions or emergencies with the process equipment of the plant has been recorded to date
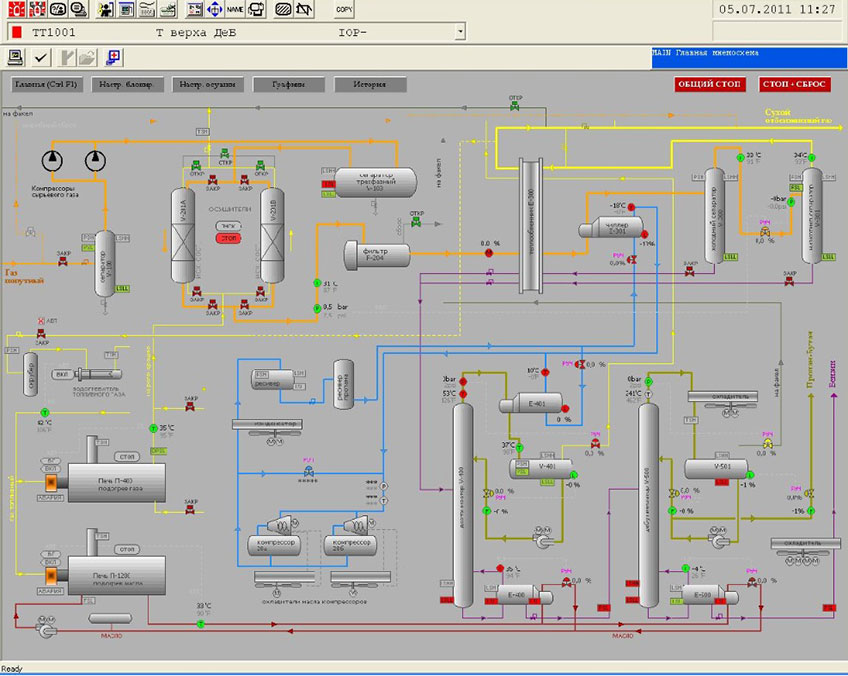
Control and regulation system
All sections and skids are equipped with advanced sensors and instrumentation, safety, block and control valves. This allows for automatic and distance process control and monitoring from the control room.
This picture below represents a main screen of the operator control station, it depicts all of the process sections and vessels, process flows and machinery, sensors, regulating and stop valves.

Instrument air compressor station
To provide instrument air for the process requirements a specialized compressor station was installed. This station is based on SM11 screw compressor and DC 12 E adsorption dehydrator with a cold regeneration cycle (dew point of minus 70°C) all manufactured by Kaeser Kompressoren.

Heating furnace section
The furnace heats up the thermal transfer media by burning the fuel gas. Media extension vessel with pumps is also a part of this process section.

Storage and distribution system
For storing the end-products, a specialized storage area was designated, separate pump and compressor station and yet a separate area for LPG and stabilized gas condensate distribution facility. Storage area battery limits are as follows:
- A reservoir storage park consists of 4 PS-200-0-2-E vessels with a 200 scm capacity each for LPG and 1 1-200-1,0-3-E vessel of 200 scm capacity for gas condensate
- Compressor and pump station (two FAS-LGL 3 pumps and two FAS-601/602 compressors for LPG, and two FAS-LGL 3 pumps for gas condensate)
- Product distribution to tanker trucks facility (two loading arms for LPG and a single arm for gas condensate)
All of the process equipment and vessels are fitted with safety and relief valves that allow for extra gas to be vented to the flare.

Propane chilling cycle
For a separate cold source, a propane chiller was utilized. The chiller is based on a pair of Vilter screw compressors: one operational and another as a redundant backup. The compressor equipment is placed under the roof to minimize elements and ambient conditions exposure.

Fractionation section
This section serves the purpose of end product extraction — LPG and stabilized gas condensate. There are two columns with all the necessary regulating valves and infrastructure such as reboilers, reflux reservoir, pumps and air coolers.
De-ethanizer column is a vertical vessel equipped with an inner array of contact plates. AS the name suggests, the main purpose is the ethane extraction.
A ‘sharp’ irrigation with the reflux from the top of the column is exercised by the reflux pumps and maintains the temperature profile across the height of the column. Heat transfer to the column is managed by the bottoms circulating through the de-ethanizer reboiler.
De-butanizer column is a is a vertical vessel equipped with an inner array of contact plates. The main purpose of the unit is separation of LPG and C5+ section.
A ‘sharp’ irrigation with the reflux from the top of the column is exercised by the reflux pumps and maintains the temperature profile across the height of the column. Heat transfer to the column is managed by the bottoms circulating through the de-butanizer reboiler.

Low temperature separation section
Separation section is comprised of two separators and two plate-fin heat exchangers.
Plate-fin heat exchangers cool the gas by recuperation and a separate chilling cycle.
Low temperature and cold separators are vessels mounted on the same skid. Their general purpose is to extract gas condensate from gas after sharp drop of temperature of the processed gas.

Adsorption type gas section
A molsieve gas dehydrator is a column vessel. It serves to extract all the moisture out of the gas thus bringing the dew point down to the levels required by the subsequent process. Molecular sieves (zeolites) are used as the adsorption media. During gas passage through the sieves moisture is captured by the zeolites (adsorption process) to be subsequently extracted (desorption) during the recovery phase of the zeolite cycle. For the latter a regeneration gas is flown from the furnace.

APG treatment and dehydration
A three-phase separator is another vessel mounted horizontally. It serves the purpose of separating the condensate — the outcome of gas compression. The top section of the separator yields gas, middle part — condensate and a third phase — water — is drained from the bottom of it to the drain collector that has to be periodically emptied.

Compressor station
Compressor station, based on two AJAX DPC-2804 reciprocating compressor engines, is employed to compress the feed APG to 60 bar (g). AJAX DPC-2804 compressor engines feature four cylinder blocks and integrated two stroke gas engine. A distinctive characteristic of this type of compressors is an ‘eternal’ life cycle, ease of maintenance and low OPEX. They are quite low-demanding and may be operated with virtually any gas content. For this project the compressors are installed outside under the roof protecting them from direct exposure to the ambient conditions and elements. This also eases maintenance and leads to lower capital and operational expenses providing for shorter period of investment return.

Process solutions
Associated Petroleum gas (APG) — is a natural hydrocarbon gas (a mixture of gases and vapor hydrocarbon and non-HC components), usually dissolved in crude oil or occupying the top layers of the crude natural reservoirs. It is a common by-product of crude recovery and yet is an important commodity for further processing. One distinct quality that separates it from Natural Gas is flow regulation. Natural gas flow produced from natural gas deposits or gas condensate production fields may be regulated to be in line with demand and usage. APG however is extracted along the crude production regardless of the engineering infrastructure to utilize it. Therefore, means of regulating the feed APG have to be implemented into the APG processing plant.
The Process solutions employed at this section by our engineers are based on the extensive experience of North-American oil&gas producers and allow to regulate the amount of feed APG in a safest and most effective way.
To provide the solutions for the aims described above a complex gas treating plant has been designed and constructed along with the NGL storage and distribution system. The plant may be broken into a number of sections specified below and with a specific process role:
Feed APG regulation section
Initial treating of feed APG takes place here — moisture droplets, hydrocarbon condensate and mechanical impurities are separated. Feed gas separator is a vertical vessel mounted on a separate skid with all necessary control and regulatory valves.

Project goals
It’s hardly a secret that oil production is a preeminent contributor to the nation’s economy. Profits from export of oil and gas and refinery products are the reason behind unprecedented annual GDP growth of
“South-Oil” is a renowned leader of the nation’s developing oil and gas companies and the abovementioned goals are so close to its own agenda. We’ve presented a number of effective process solutions for the company that has helped to mitigate the flared APG issue and collect some additional profit. It is well worth mentioning that it took marginal
To recap the above, the goal of the project is an enhanced APG processing with recovery of the quality end products that are valued both in Kazakhstan and beyond.

Projects
Engineering company «GazSurf»
Moscow, Volokolamsk highway, 1, building 1
+7 (495) 929 71 48 | info@gazsurf.com